
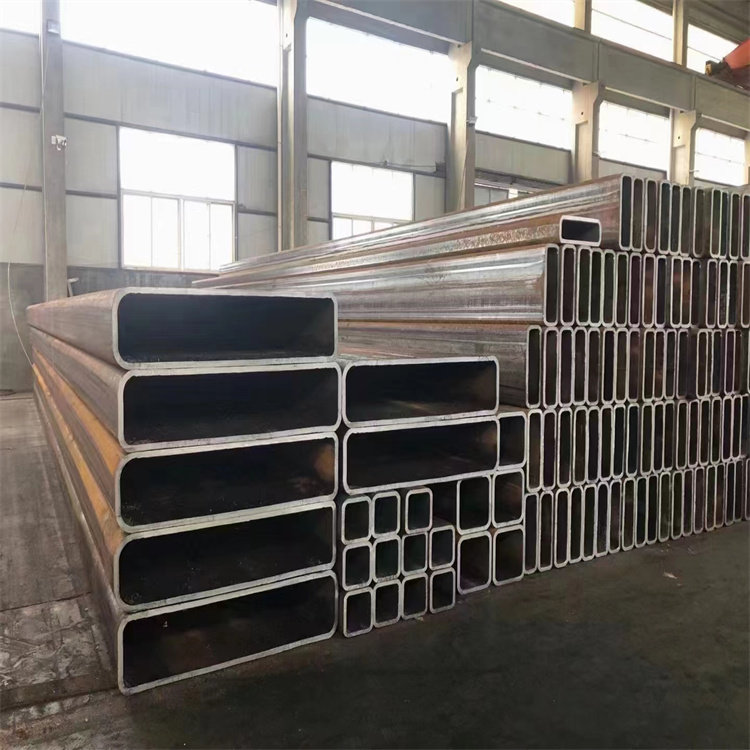
盘锦直角方管材质Q390B方管228.6x228.6x9.5直角方管

山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。


盘锦直角 .5直角方管不同材质管道的摩擦损失及局部损失均不同,同一材质(尤其是钢、铸铁管)由于内壁表面腐蚀、结垢等因素,沿程水头损失增加,摩擦阻力随年限的增加而大大增加,过水断面流量则随之逐步减少。对衬管前后水阻及流量变化进行计算如下:()水力坡降达西—威斯巴赤公式:i=λv2/2gD()i——水力坡降v——平均流速(m/s)λ——摩阻系数g——(m/s2)D——管内径(m)λ=.(K/d+68/Re).25K——管内壁粗糙度(mm)聚乙管取K=.mm;球墨铸铁管新管取K=.6mm;铸铁管道运行2年后K值将增大到5~倍(本次计取中取6倍),聚乙管由于无腐蚀,其K值不随时间变化而变化。根据不同坯料规格和成品尺寸有224架的小型轧机,18架为主流。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提高精度和速度(18m/s)。产品规格一般为ф1-4mm,也有ф6-32mm或ф12-5mm的。生产的钢种为市场大量需要的低中高碳钢、低合金钢;轧制速度为18m/s。其生产工艺流程如下:步进式加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料台架1.生产前准备:BGV25#出口生产6mm螺纹钢时用φ6.5mm的23#出口替代或 出口夹板,轧废箱入口用φ6.5规格导管,轧废槽用φ6螺纹---φ7规格轧废槽。水冷夹送辊进口使用φ8规格进口,余使用φ6.5规格备件。智能夹送辊使用φ6.5规格备件。两台夹送辊辊环均使用φ6.5规格辊环。智能夹送辊辊缝调节要注意在无样棒情况下,按高压夹持试验按钮,上、下两辊不能相贴。手动关闭2段,3段水冷控制气阀进气关,关闭1段冷却水和清扫水手动阀门,试轧正常后手动启1段个别冷却水或清扫水喷嘴(注:手动慢慢启到7%左右),调节吐丝温度<12℃,同时生产结束后不要忘记恢复各水冷段手动阀门。轧制速度不得大于85米/秒,吐丝间隙控制在不小于6秒,同时打吐丝机扫旁通关(阀门度在6%左右)。在吐丝机扫旁通打的状态下,必须将水冷夹送辊下的气体干燥器旁通打,同时关闭干燥器的进气阀和阀,切断干燥器的使用(只要是螺纹钢必须如此操作)。干燥器的恢复由精整作业区在白班予以安排。生产12m坯料时,要求生产4小时或吐丝机状态发生改变时,必须停机用钢丝绳对吐丝管进行氧化铁皮。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
盘锦直角 .5直角方管为此,需要从理论上研究分析决定钢包底喷粉元件中缝隙内钢液渗漏的极限力以及影响钢液向缝隙内渗透的影响因素,揭示钢液渗漏速度和渗漏深度随时间的变化规律;需要从理论上对粉气流在喷粉元件内的运动规律作出描述,揭示粉粒速度、气流速度与气流密度、颗粒尺寸、气体黏度等的定量关系,以及粉气流行为与喷粉元件内缝隙尺寸之间的内在关系。2研制出抗磨损和耐高温侵蚀的喷粉元件揭示钢包底喷粉元件磨损与高温侵蚀机理,研制出抗磨损和耐高温侵蚀的喷粉元件,这是此新工艺技术成功发的关键。